Fresatura CNC a 5 assi, Tornitura CNC con utensili motorizzati, anodizzazione dura, rettifica di finitura, sbavatura manuale
Lega di Alluminio 2014
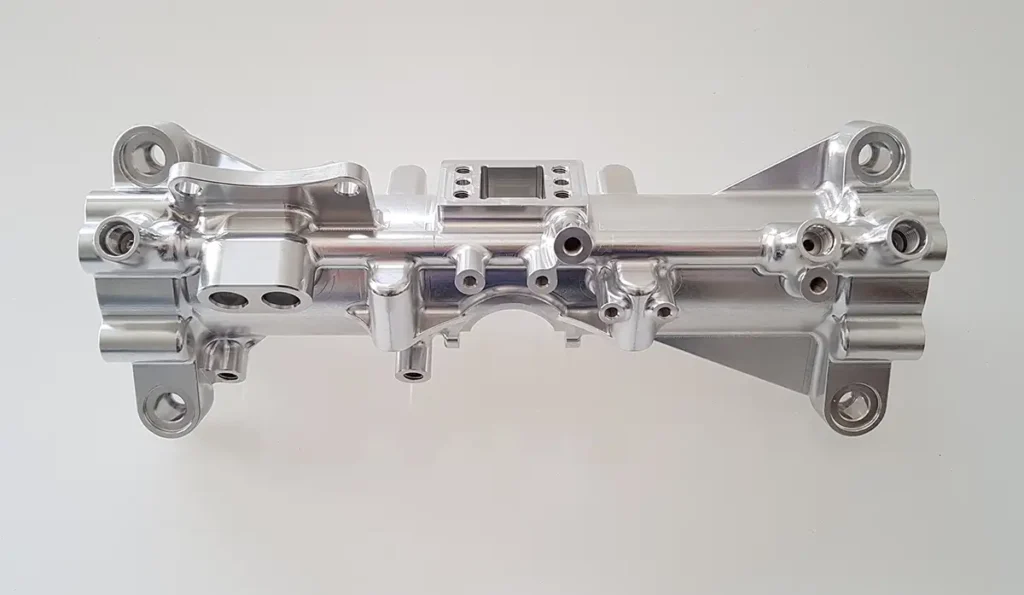
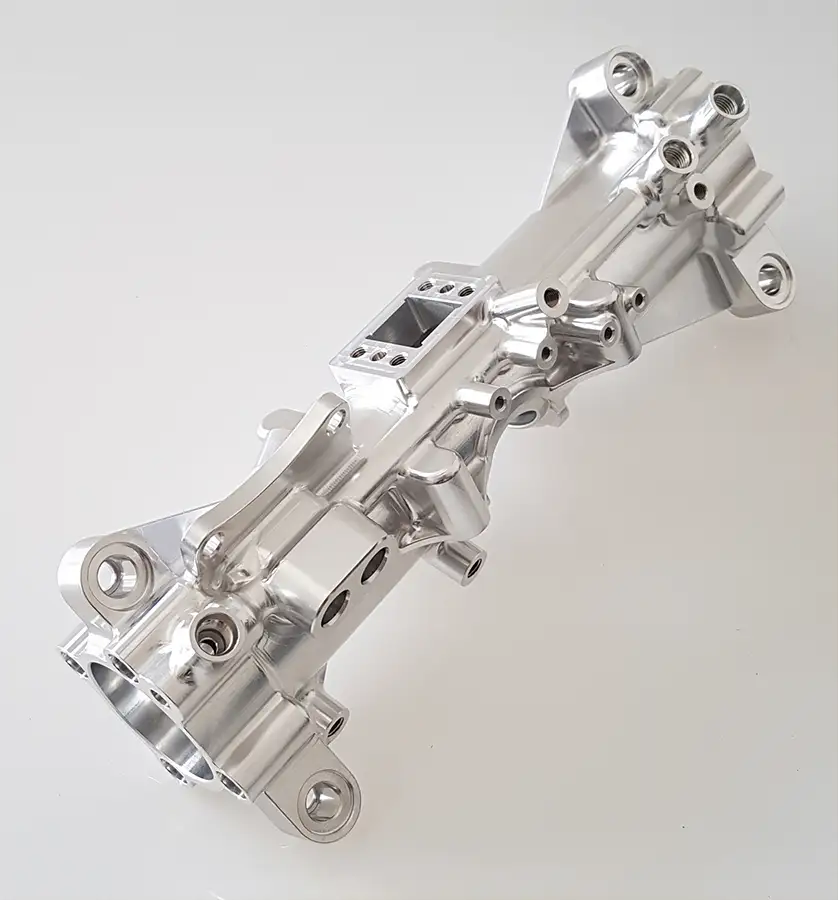
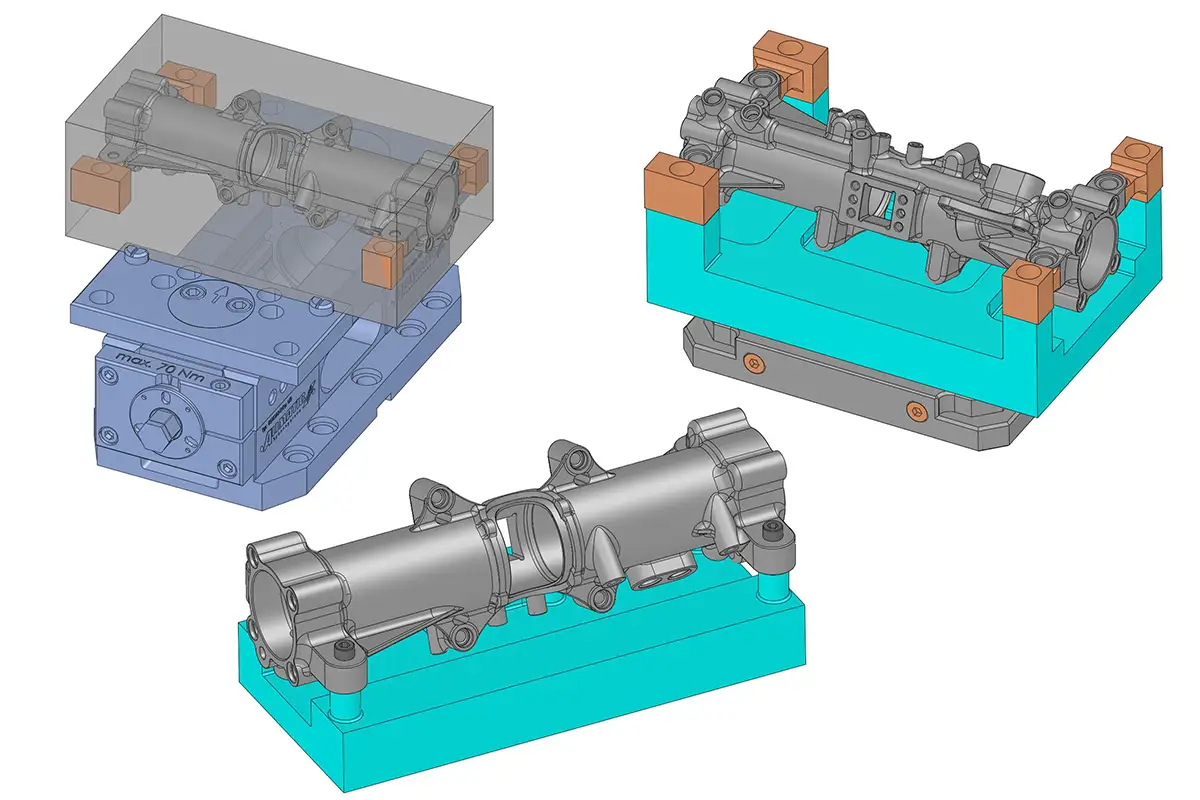
Scatola idroguida per auto da corsa ad alte prestazioni, con integrazione di canali idraulici e supporti per attuatori
Realizzare un componente complesso e safety-critical, con fori interni incrociati e tolleranze estreme. Garantire resistenza, tenuta e affidabilità in condizioni di gara estreme.

Tra le applicazioni simbolo del know-how CRP Meccanica spicca la scatola idroguida, un componente chiave nei sistemi di sterzo assistito delle auto da corsa.
Da oltre 50 anni CRP Meccanica è partner fidato del Motorsport, capace di adattare tecnologie, materiali e processi per soddisfare i requisiti sempre più stringenti delle competizioni di alto livello.
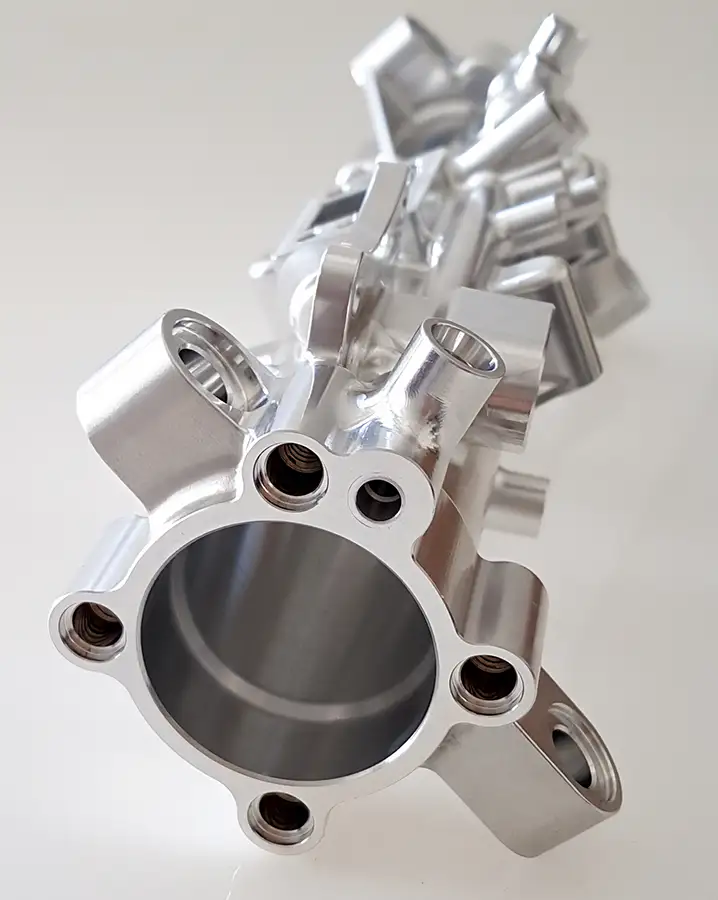
La scatola idroguida ospita il pignone, i canali per l’olio in pressione, e l’attuatore idraulico che assiste lo sterzo. Le geometrie interne, con fori incrociati e pareti sottili, richiedono precisione assoluta e un processo di lavorazione multistadio.
Il materiale scelto è una lega di alluminio ad alte prestazioni – inizialmente l’Alluminio 2014, oggi spesso sostituito da leghe Alluminio-Litio per maggiore resistenza meccanica e leggerezza.
per garantire la coassialità tra gli assi
per l'allineamento degli alesaggi e le caratteristiche interne
per le forme esterne e le transizioni ristrette
Per evitare l’usura prematura dell’attuatore idraulico, CRP Meccanica applica un’anodizzazione dura con spessore di 50-60 micron, che crea un rivestimento resistente all’abrasione e chimicamente stabile.
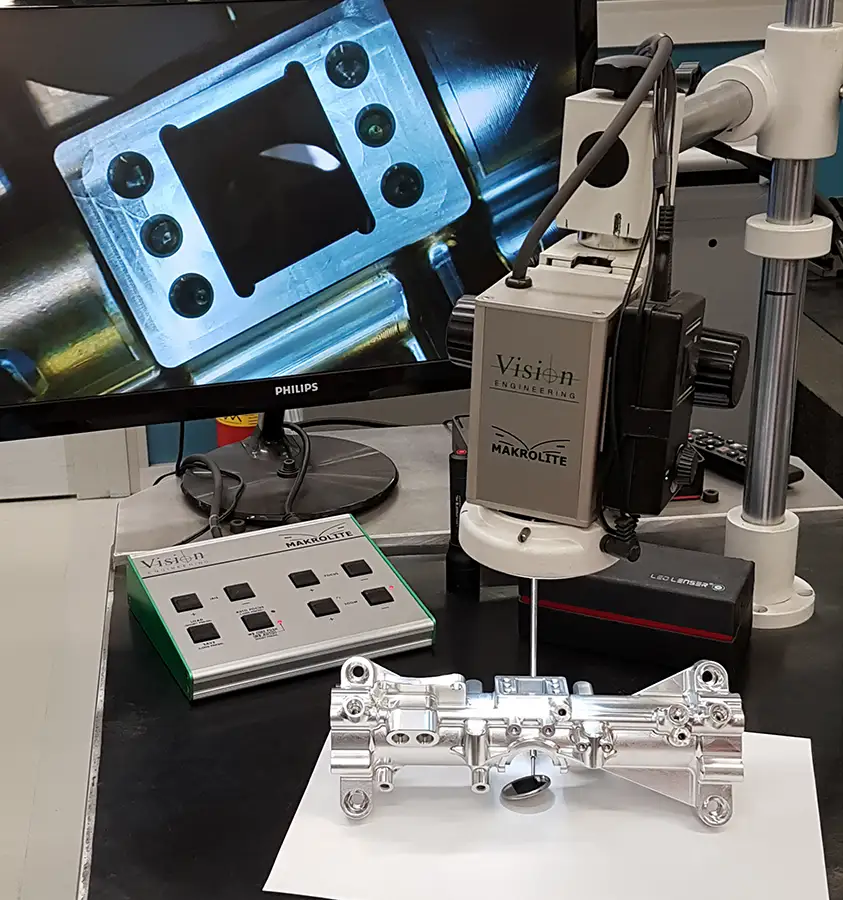
A seguire, la rettifica interna dei fori assicura diametro e rugosità ideali per la tenuta del pistone e la funzionalità costante del servosterzo.
I canali interni del servosterzo sono gestiti da valvole solenoidi. Le intersezioni fra i fori, generate in fase di lavorazione, creano bave interne.
CRP Meccanica adotta tecniche manuali di sbavatura di precisione, essenziali per evitare che le particelle residue vengano trasportate dall’olio causando grippaggi o perdite.
“Le bave non sono solo un difetto estetico: nei sistemi idraulici possono causare danni. Il nostro reparto CNC le tratta con la stessa attenzione riservata alle tolleranze dimensionali.” – Direttore tecnico CRP Meccanica.
Il metodo CRP unisce esperienza, ingegneria dei materiali e tecnologie CNC avanzate. Dalla Formula 1 alle nuove generazioni di powertrain elettrici, ogni componente è realizzato su misura, testato e pronto per operare in condizioni estreme.
In questa applicazione, nulla è lasciato al caso: dall’anodizzazione al collaudo finale, ogni parte è ottimizzata per prestazioni e affidabilità.
Realizziamo componenti critici con zero margine d’errore.
Lo facciamo dal 1970.We’ve been doing just that since 1970.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}